











 solely .48 shipped!")



")



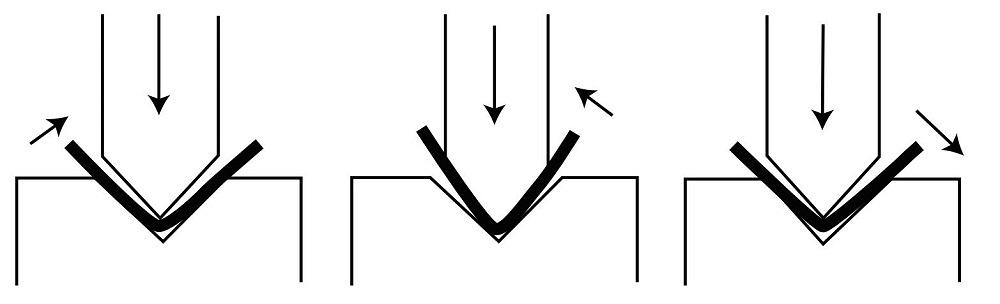
FIGURE 1. In bottoming, the punch applies downward power as the fabric wraps across the punch physique (heart), then continues to use strain to power the fabric in opposition to the die angle (proper).
Query: I work for a high-precision protection and aerospace machine store. We’ve at all times bottom-bent our sheet steel components however not too long ago have tried air bending. I discover it tough to regulate tight tolerances, and we might get a couple of good after which a couple of unhealthy components. It looks as if there isn’t a fixed accuracy with air bending. Does this assertion appear right? Ought to we be sticking to backside bending?
Reply: Your assertion sounds right, and this notion of air forming is sort of frequent. Backside bending is totally totally different from air forming. As a result of the forming strategies are so totally different, from half design and format to operations on the store flooring, you could assessment and design the items you’re employed with in your forming technique of selection. If an element is designed to be bottom-bent, it should be bottom-bent. Whether it is supposed for an air kind, it should be bent as an air kind.
Analyzing the selection between backside bending and air bending in sheet steel entails varied technical points of the components to be produced and the manufacturing necessities for these components. Each strategies have their place and take time to be taught. Nevertheless, the whole lot you understand or expertise with a given forming technique usually just isn’t transferable to the opposite.
Backside Bending Benefits
Backside bending provides superior management over tight tolerances. The die’s inside angle supplies the set angle of the completed bend. To get to the set angle with a backside bend, the fabric is introduced as much as the required angle, plus an quantity to compensate for springback. At this level, relatively than releasing the bend, the operator drives the punch nostril additional into the fabric and forces the bend to open, a phenomenon generally known as unfavorable springback or springforward. This opening of the bend angle continues till the steel reaches the angle set by the die, often 90 levels (see Determine 1).
As a result of you’ve gotten angular clearance between the die angle and punch angle, the punch nostril will be compelled additional into the fabric with out the tonnage necessities of coining, which has no angular clearance and really excessive tonnage necessities (see Determine 2).
Springback, or the tendency of the fabric to return to its unique form after bending, is simpler to foretell and handle with backside bending. The higher predictability helps obtain correct remaining dimensions. For that reason, backside bending is commonly most well-liked for components with intricate geometries or crucial tolerances. The die’s help ensures uniform deformation throughout the half’s profile.
Whereas ability may be very a lot required, backside bending tends to be much less operator-dependent than air forming is, just because it offers with materials variables (akin to slight variations in hardness or thickness) by means of the usage of power. Assuming you utilize precision-ground tooling relatively than planer instruments, backside bending sometimes entails shorter setup instances, which might influence manufacturing effectivity with faster setups, particularly on smaller runs. Planer instruments are a lot tougher to make use of, particularly the place setups contain the staging of tooling throughout the press brake mattress.
Backside Bending Disadvantages
Bend angles aside from 90 levels would require specialised dies, and tooling can result in larger preliminary prices, notably if the half design adjustments often. Additionally, because the materials comes into direct contact with the die, marking on the bend’s exterior floor could be a concern, particularly for seen or completed surfaces. With out extremely expert operators that actually perceive the bottoming course of and the best way to carry out it, you threat severe injury to the press brake and tooling from overloading.
I’ve simply scratched the floor right here. There may be far more to backside bending and the best way to do it accurately and safely, so coaching is extremely suggested.
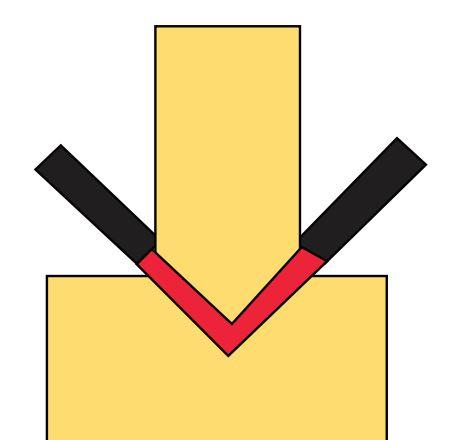
FIGURE 2 Coining, with no angular clearance between the punch and die, has very excessive tonnage necessities.
Benefits of Air Forming
Air bending provides faster setup and tooling adjustments, making it advantageous for jobs with various bend angles or brief manufacturing runs. This flexibility might scale back downtime and enhance general effectivity—if it wasn’t for the fabric variables, which we are going to talk about in a second.
Air bending with precision-ground tooling can result in value financial savings over time, particularly in comparison with backside bending, as a result of air bending has fewer specialised tooling necessities. That is true regardless that precision-ground press brake tooling is dear; the tooling pays for itself in labor financial savings as soon as the training curve has handed.
An air forming operation contacts the fabric at three factors: the 2 die shoulder radii and the punch tip (see Determine 3). The fabric doesn’t work together with the tooling as a lot because it does in bottoming. Air bending may end up in fewer marks on the floor, which is nice for components requiring beauty ending. With little direct contact between the fabric and the die faces, air bending instruments are inclined to expertise much less put on and last more.
Air Forming Challenges
Attaining persistently tight tolerances will be tougher in air bending as a result of the bend is “floated” relatively than “stamped.” Variations in materials thickness, tensile and yield strengths, grain route, and different properties introduce lots of inconsistencies.
Variations in materials properties from batch to batch can have an effect on bend accuracy, making cautious materials choice and testing essential. Consider the geometry of your components. Backside bending may be extra acceptable for intricate designs or crucial tolerances to take care of accuracy.
Like backside bending, air bending calls for expert operators who perceive the nuances of adjusting parameters such because the bend angle, materials thickness, and strain to mitigate variations. Expert operators are important for reaching correct ends in air bending. So is having good, up-to-date gear. Consider your workforce’s experience and coaching sources.
In case your components require exact tolerances, backside bending’s predictable springback could possibly be advantageous. Nevertheless, with cautious setup and expert operators, air forming’s accuracy will be improved. Backside bending may be preferable for high-volume manufacturing with constant components resulting from its reliability. Air bending fits shorter runs and dynamic necessities.
The Weak Hyperlink: Materials
Particular supplies reply to bending in another way, and it’s a provided that no two items of fabric are the identical—sheet to sheet, batch to batch, producer to producer. Each materials has a tolerance zone. For instance, 16-ga. metal will be wherever between 0.053 and 0.067 in. thick. A36 metal has a minimal yield energy of 36,000 PSI, but it could possibly go as much as 41,000 PSI and nonetheless be referred to as A36; that’s a 13% enhance in energy. Such variations in energy or thickness may cause a number of levels of bend angle variation.
Grain route is a further concern. Is your materials anisotropic (has a grain construction)? Is it a heavy grain or wonderful? Are you bending with or in opposition to the grain? All of it makes a giant distinction.
Evaluating these points begins in engineering. And that begins with the engineer going to the store flooring, speaking with the operators, and discovering out their opinions. Discover out which jobs and supplies are finest used with which technique of forming. Get an inventory of the out there tooling, die widths, die angles, punch radii, and punch angles. From there, design to these parameters.
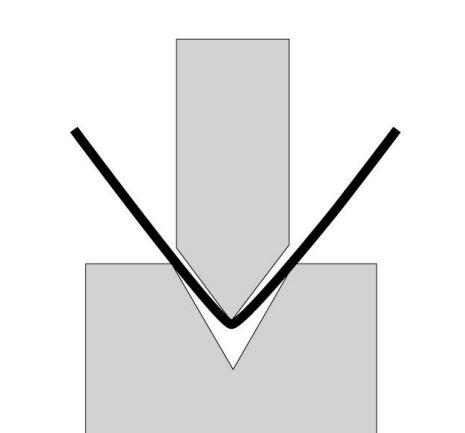
FIGURE 3. Air forming contacts the fabric at three factors: the 2 die shoulder radii and the punch tip. The radius varieties as a proportion of the die opening.
With backside bending, you’ll be able to ship the job to the store flooring and permit the press brake operators to decide on the tooling they like. Bottoming works as a result of the radius on the punch nostril is bottomed into the fabric. That punch nostril radius can also be used to calculate the bend allowance and bend deduction.
Air forming is completely totally different. The bend radius is developed as a proportion of the die width, and it’s that radius that’s used to calculate the bend deduction and bend allowance. Details about which die width was used for the calculation is what must be used to construct the components. In the event you’re air forming, and also you enable every operator to make use of no matter die they need, you should have all kinds of completed items from the identical flat clean.
Air forming would require experimentation to fine-tune the method. Take into account whether or not it’s best to allocate sources for course of refinement. Interact with consultants, tooling suppliers, and friends within the area to realize insights into finest practices.
For the Lengthy Time period, Go With Air Forming
As a mechanical engineer, your resolution must be pushed by the complexity of your components, the required tolerances, manufacturing quantity, operator capabilities, and the sources you’re keen to spend money on course of optimization. Whereas backside bending supplies higher accuracy and consistency, air bending’s flexibility and potential value financial savings make it a viable possibility, so long as you regulate your operation appropriately and have the expert operators to make it occur.
I don’t know a lot about your store and what forms of tooling and press brakes you might be working with, but when doable, strive utilizing each strategies in your product combine. That mentioned, when air forming, solely use the very best press brakes designed for precision-ground tooling.
Air forming is the longer term, and long-term, air forming is the best way to go. Make the funding to coach everybody, together with your engineers and operators. If you wish to reduce the time and ache concerned in your transition to air forming, the significance of coaching can’t be overstated.
The contents inside the article have been equipped by way of Newswire for Finencial.com, go to



{kind=link}